Acerca de ALPLA
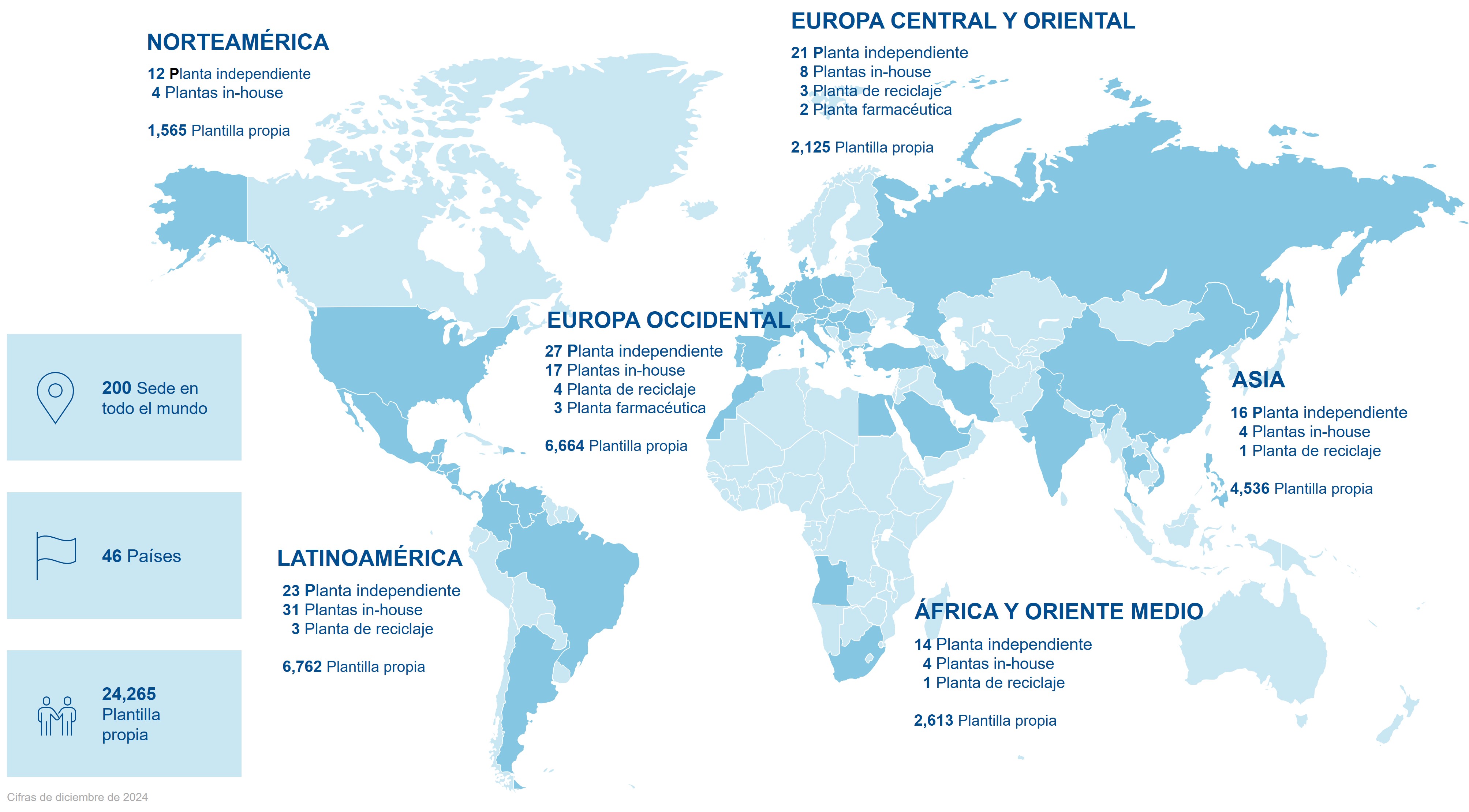
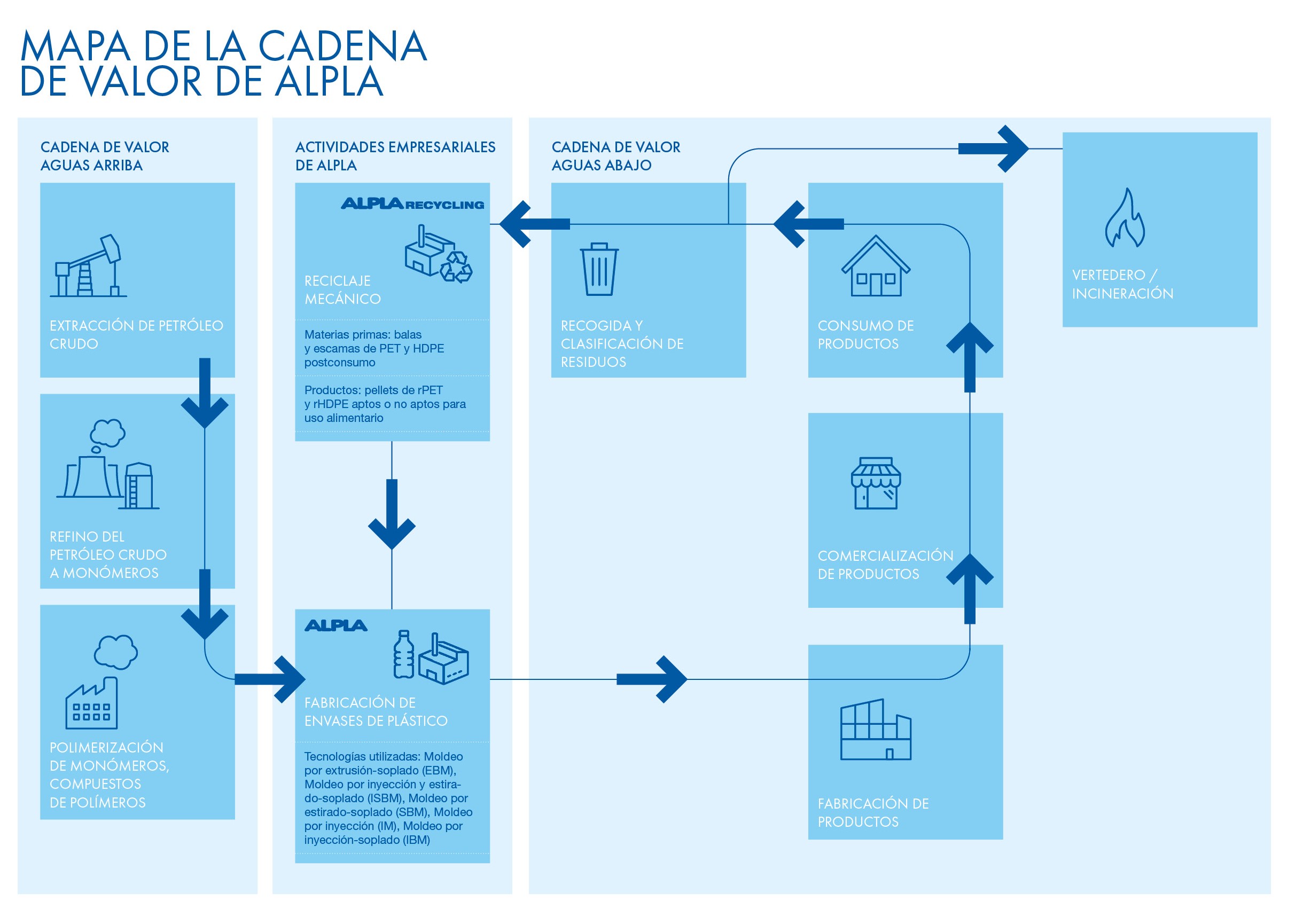
ALPLA es líder mundial en el desarrollo y la producción de soluciones de envasado de plástico rígido de alta calidad, con 200 centros de producción en 46 países y más de 24 000 empleados en todo el mundo a finales de 2024. Estamos especializados en sistemas de envase innovadores, incluidas botellas, tapones y piezas moldeadas por inyección, y atendemos a un amplio abanico de sectores. Nuestros productos sirven tanto a propietarios de marcas globales como a clientes locales y llegan a unos 3000 millones de consumidores en todo el mundo. Con más de 30 años de experiencia en el reciclaje mecánico, también estamos comprometidos con cerrar el círculo de los residuos plásticos.